
Обработка проволокой со средней подачей
Обработка проволокой со средней подачей – это, на первый взгляд, простая операция, но за ней скрывается целый комплекс нюансов, влияющих на качество готового изделия и эффективность производственного процесса. В этой статье мы постараемся максимально подробно рассмотреть этот аспект металлообработки, поделиться опытом и предоставить полезную информацию, которая может пригодиться как начинающим, так и опытным специалистам.
Что такое обработка проволокой со средней подачей?
Прежде чем углубляться в детали, важно понимать, что подразумевается под термином 'средняя подача'. Подача в данном контексте – это скорость перемещения инструмента относительно заготовки. Слишком высокая подача может привести к износу инструмента и снижению качества обработки, а слишком низкая – замедлить процесс и увеличить затраты времени. Средняя подача, как следует из названия, представляет собой оптимальный компромисс, обеспечивающий баланс между скоростью, качеством и долговечностью инструмента.
В отличие от высокоскоростной обработки проволокой, где подача стремится к максимальным значениям, в средней подаче приоритетом является аккуратность и точность. Это особенно важно при работе с хрупкими материалами или при выполнении сложных геометрических форм. По сути, это 'золотая середина', позволяющая достичь необходимой чистоты поверхности и минимальных дефектов.
Преимущества использования средней подачи
Использование обработки проволокой со средней подачей имеет ряд неоспоримых преимуществ:
- Высокое качество поверхности: Более медленное перемещение инструмента позволяет избежать царапин и других дефектов, обеспечивая гладкую и ровную поверхность детали.
- Долговечность инструмента: Уменьшается износ инструмента, продлевается срок его службы, что существенно снижает затраты на замену.
- Точность размеров: Подача контролируется более точно, что гарантирует соответствие готовой детали заданным параметрам. Это критически важно для деталей, требующих высокой точности сборки.
- Минимизация теплового воздействия: Более низкая скорость перемещения инструмента приводит к меньшему нагреву заготовки и инструмента, что особенно важно при работе с теплочувствительными материалами.
Оборудование для обработки проволокой со средней подачей
Для выполнения обработки проволокой со средней подачей используются различные типы оборудования. Наиболее распространенными являются:
- Wire EDM (Electrical Discharge Machining) – электроэрозионное фрезерование: Это наиболее популярный метод, при котором деталь и инструмент полностью погружены в диэлектрическую жидкость, и обработка происходит за счет электрических разрядов. Wire EDM позволяет обрабатывать практически любые материалы, включая твердые сплавы и закаленную сталь, с высокой точностью и сложностью формы. Например, в ООО Сямэнь Кэчэн прецизионная металлообрабатывающая промышленность активно использует Wire EDM для изготовления сложных деталей для авиационной промышленности. (https://www.kechengmetall.ru/)
- Wire EDM с числовым программным управлением (CNC Wire EDM): Это современный вариант Wire EDM, в котором процесс обработки полностью автоматизирован и управляется компьютером. CNC Wire EDM обеспечивает высокую точность и повторяемость результатов.
- Другие типы оборудования: Существуют и другие методы обработки проволокой, такие как проволочная резка и проволочная плазменная резка, но они менее распространены для работы со средней подачей.
Выбор оптимальной подачи: на что обратить внимание?
Определение оптимальной подачи – это искусство, требующее опыта и понимания характеристик материала, инструмента и оборудования. Вот несколько факторов, которые следует учитывать:
- Материал заготовки: Для твердых материалов, таких как закаленная сталь или титан, требуется более низкая подача, чем для мягких материалов, таких как алюминий или латунь.
- Тип инструмента: Разные типы инструментов имеют разные характеристики износа и требуют разной подачи. Например, инструмент из твердого сплава может работать с большей подачей, чем инструмент из быстрорежущей стали.
- Геометрия детали: Сложные детали с множеством мелких элементов требуют более низкой подачи, чем простые детали с большими плоскими поверхностями.
- Диэлектрическая жидкость: Тип и свойства диэлектрической жидкости влияют на скорость и качество обработки.
Типичные ошибки при обработке проволокой со средней подачей
Несмотря на кажущуюся простоту, при обработке проволокой со средней подачей легко допустить ошибки, которые могут привести к снижению качества деталей и увеличению затрат. Вот некоторые из наиболее распространенных ошибок:
- Слишком высокая подача: Это приводит к быстрому износу инструмента и снижению качества поверхности.
- Неправильный выбор инструмента: Использование неподходящего инструмента может привести к некачественной обработке и повреждению детали.
- Неправильная настройка оборудования: Неправильная настройка параметров оборудования может привести к неточности размеров и дефектам поверхности.
- Недостаточная смазка: Недостаточная смазка может привести к перегреву инструмента и детали.
Примеры использования обработки проволокой со средней подачей
Обработка проволокой со средней подачей широко используется в различных отраслях промышленности. Вот несколько примеров:
- Авиационная промышленность: Изготовление сложных деталей для двигателей и других компонентов самолетов.
- Автомобильная промышленность: Изготовление деталей для трансмиссии, двигателя и кузова.
- Электронная промышленность: Изготовление микросхем и других электронных компонентов.
- Медицинская промышленность: Изготовление имплантатов и других медицинских изделий.
Будущее обработки проволокой со средней подачей
Технологии обработки проволокой со средней подачей постоянно развиваются. В будущем можно ожидать появления новых материалов, инструментов и оборудования, которые позволят еще больше повысить качество и эффективность этого процесса. Особое внимание уделяется автоматизации и роботизации, что позволит снизить затраты и повысить производительность.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Оболочка из листового металла
Оболочка из листового металла -
 Стакан патрона
Стакан патрона -
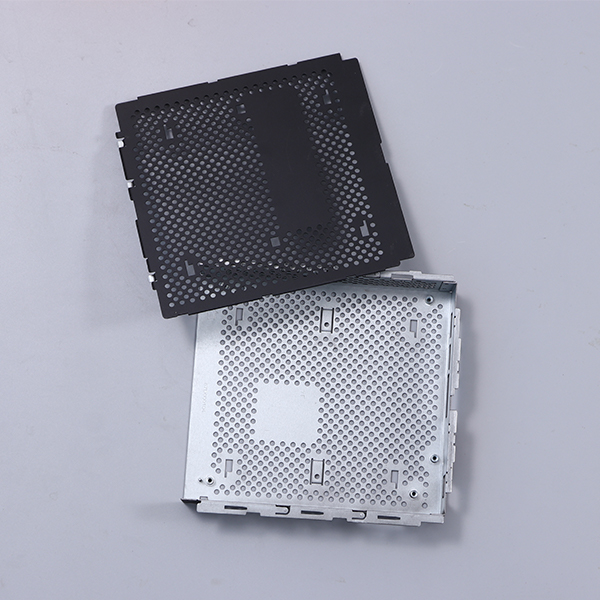 Электронный корпус
Электронный корпус -
 Обработанные детали
Обработанные детали -
 Концевые соединители для кабеля
Концевые соединители для кабеля -
 Лист кремнистой стали
Лист кремнистой стали -
 Внутренний стеклянный баллон термоса 2.4L
Внутренний стеклянный баллон термоса 2.4L -
 Прецизионная штамповка деталей
Прецизионная штамповка деталей -
 Внутренний стеклянный баллон термоса 3L
Внутренний стеклянный баллон термоса 3L -
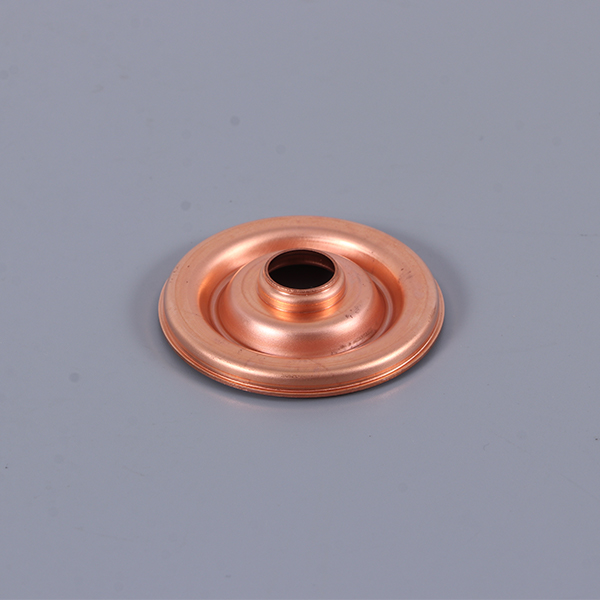 Медные штампованные детали автоматического выключателя
Медные штампованные детали автоматического выключателя -
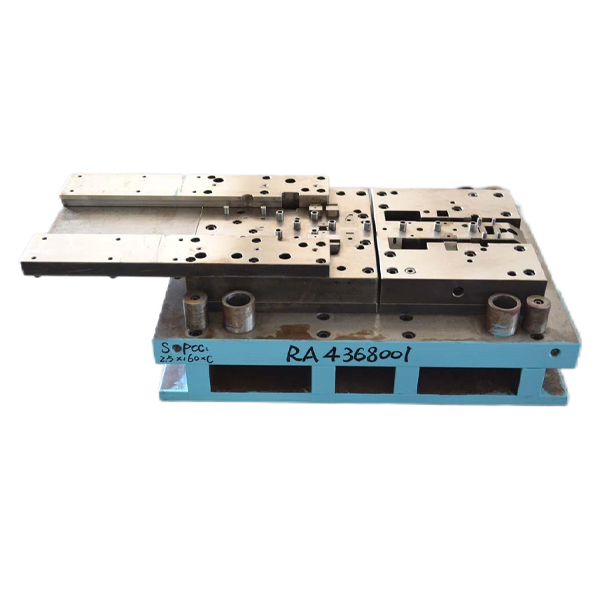 Пресс-форма
Пресс-форма -
 Нержавеющие растягивающиеся детали
Нержавеющие растягивающиеся детали
Связанный поиск
Связанный поиск- Вытяжная штамповочная форма
- Заводы по производству электротехнических аксессуаров
- Поставщики корпусов для аккумуляторов
- Заводы по обработке проволоки со средней скоростью в Китае
- Цена шлифования заготовок
- Производители щитов
- Заводы по производству колесных ступиц в Китае
- Дешевые производители шлифования деталей
- Цены на режимы шлифования
- Процесс штамповки

